Share
Pin
Tweet
Send
Share
Send

Trochę teorii ...
Po hartowaniu, a następnie odpuszczaniu w niskiej temperaturze, twardość stali łożyskowej powinna wynosić co najmniej HRC 62. Ponadto zawiera ona około 1% węgla i 1,5% chromu, co zapewnia jakość hartowania stali łożyskowych w całej objętości produktu.
Hartowanie tego metalu odbywa się w temperaturze 830 ° C w oleju, a następnie odpuszczanie przez co najmniej dwie godziny w temperaturze 160 stopni Celsjusza.
Oczywiste jest, że nie każde narzędzie będzie w stanie przetwarzać stal łożyskową o powyższych właściwościach. Na przykład twardość stali narzędziowych gatunku P6M5K5, P9, P9M4K8, P18 wynosi nie więcej niż HRC 59, a gatunki U7, U8, U10, U12, P6 zależą od reżimu odpuszczania po hartowaniu w zakresie od HRC 59 do HRC 63.
Testowanie noża
Biorąc pod uwagę, że niektóre stale narzędziowe, mające mniejszą lub porównywalną twardość, wyraźnie nie nadają się do obróbki łożysk, postaramy się do tego celu użyć dwóch frezów: ze stali T15K6 i wkładki wtykowej (inne nazwy: borazon, cubonit, kingsongite, kiboryt).
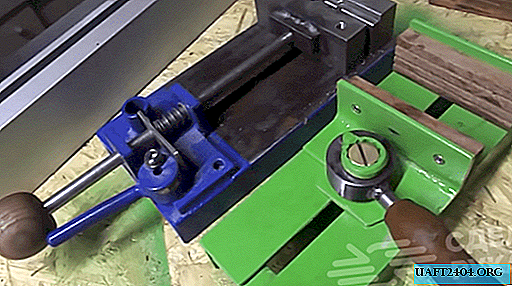
Aby zainstalować ostrzony nóż bardziej precyzyjnie w uchwycie narzędzia, „przecinamy” jego podstawę i mocujemy pierścień łożyskowy w uchwycie obrabiarki tak precyzyjnie, jak to możliwe, przy pochyleniu.


Spróbujemy przetworzyć powierzchnię czołową pierścienia z prędkością 315 obrotów na minutę w kilku przejściach z minimalną grubością usuwania wiórów i bez użycia płynu tnącego (chłodziwa).

Wizualnie jakość obróbki wygląda całkiem dobrze, ale nóż jest tępy i wymaga nowego ostrzenia.

Po raz drugi podczas ostrzenia noża główny kąt jest ujemny, używamy chłodziwa i zmniejszamy prędkość obrotu wkładu z 315 do 250 obr./min. Stosujemy również, po raz pierwszy, minimalny przepływ.


Na pierwszy rzut oka powierzchnia obróbki wygląda dość gładko, ale frez ponownie zawiódł, a jednocześnie nie tylko stał się matowy, ale krawędź skrawająca płytki została odpryskana.

Teraz wypróbuj nóż z wkładką Elbor z prędkością 315 obrotów na minutę bez użycia płynu chłodzącego.

Przetwarzamy wewnętrzne i boczne powierzchnie pierścienia łożyska za pomocą kilku przejść.


Powierzchnie potraktowane kolcem wyglądają bardzo wysokiej jakości, a sama wkładka wcale nie ucierpiała, chociaż wióry i szczeliny są widoczne w niektórych miejscach na metalowej ramie.


Spróbujmy po trzecim przeszlifowaniu użyć frezu T15K6 przy niskiej prędkości 115 obr / min, ponieważ średnica pierścienia łożyskowego wynosi nadal 105 mm. Ale już na samym początku rowka płyta tnąca uległa uszkodzeniu - trzeba ją było wyszczerbić, a operację zatrzymać.
Wnioski
Jeśli tylko nie natrafiliśmy na wadliwy frez T15K6, to oczywiście nie nadaje się do obróbki stali łożyskowej w każdych warunkach skrawania.
Kolejną rzeczą jest nóż z wkładką z kolanka. Zapewnił jakość przetwarzania, a jednocześnie w ogóle nie ucierpiał.

Share
Pin
Tweet
Send
Share
Send