Share
Pin
Tweet
Send
Share
Send
Energię cieplną można uzyskać, obracając jedną część, podczas gdy druga jest nieruchoma, lub obracając w przeciwnym kierunku. Ponadto części muszą być jednocześnie dociskane do siebie ze stałą lub rosnącą siłą od początku do końca. Proces kończy się przeciągiem i szybkim zatrzymaniem obracającej się części.

W porównaniu z, powiedzmy, spawaniem doczołowym, proces oparty na tarciu ma wiele zalet operacyjnych:
- znacznie niższe koszty energii;
- złącze spawane jest zawsze niezawodne, ponieważ zależy tylko od właściwości termofizycznych spawanych produktów;
- specjalne przygotowanie złącza do połączenia nie jest konieczne, ponieważ żużel, rdza, tłuszcz i tłuszcz wypalają się lub są wyciskane w grata na początku procesu;
- nawet naruszenie równoległości przedmiotów do kątów 6 ± 1 stopni nie wpływa na jakość połączenia;
- brak negatywnych czynników w postaci promieniowania ultrafioletowego i szkodliwych emisji gazów;
- prostota wyposażenia technologicznego, łatwo poddająca się rutynowej konserwacji, mechanizacji i automatyzacji.
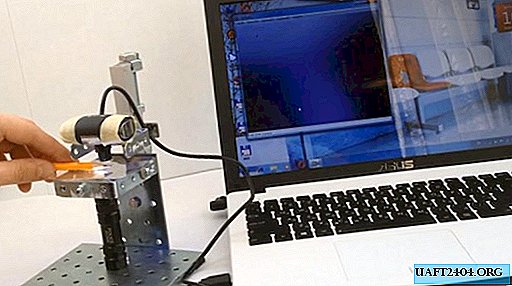
Proces zgrzewania tarciowego na tokarce
Spawanie prętów stalowych

W uchwycie i główce maszyny zaciskamy metalowy pręt, którego średnica powinna być większa niż 3,5 mm, ale mniejsza niż 200 mm. Mogą to być zarówno stal, aluminium, miedź, brąz lub różne metale:
- stal i aluminium;
- stal i miedź;
- aluminium i brąz itp.

Kombinacje materiałów mogą być bardzo różne, a nawet nie mogą być zgrzewane w zwykły sposób. W przypadku spawania tarciowego w tym zakresie nie ma żadnych ograniczeń.
W naszym przypadku naprawiamy pręt w główce za pomocą trzech śrub wkręconych w otwory wkładu, rozmieszczonych równomiernie na obwodzie o 120 stopni. Za ich pomocą wykonujemy wyrównanie względem pręta zaciśniętego we wkładzie poprzez dokręcenie lub poluzowanie jednej lub drugiej śruby.
Zbliżamy kozioł do końca prętów i mocujemy go lub przytrzymujemy ręką, aby zwiększyć siłę mocującą podczas procesu spawania, która jest wymagana przez technologię tej metody spawania.
Włączamy maszynę, w wyniku czego pręt zaciśnięty w uchwycie maszyny zaczyna się obracać. W naszym przypadku pręt zamocowany w wrzecienniku jest nieruchomy, ale w zasadzie może się obracać w przeciwnym kierunku, co skróciłoby czas procesu.

Wkrótce zobaczymy kolory przebarwień, które rozpoczęły się w punkcie styku prętów i rozchodzą się wzdłuż nich w przeciwnych kierunkach, co jest bezpośrednią oznaką szybkiego nagrzewania metalu w wyniku tarcia.

Po krótkim czasie metal w strefie kontaktu zaświeci się jasno i zacznie wytłaczać w postaci pierścieniowej formacji poza granicami wymiarów prętów. W pierścieniu będzie również zadzior: zgorzelina, niespalony smar, stałe wtrącenia niemetaliczne itp.
W momencie najjaśniejszego blasku punktu styku maszyna musi zostać nagle wyłączona, aby metal osadził się na dwóch prętach. Ponadto, jeśli główka nie została zamocowana, konieczne jest stopniowe zwiększanie nacisku na nią, aby skompensować objętość przemieszczonego metalu w strefie styku i uzyskać mocniejsze i lepsze połączenie.

Po oczekiwaniu na ustanie luminescencji (i jest to znak całkowitego zatarcia metalu), możesz poluzować śruby mocujące i usunąć główkę. Teraz pozostaje tylko sprawdzić jakość zgrzewania tarciowego.
Aby to zrobić, ponownie włącz maszynę i znajdź lekkie uderzenie spawanego pręta - konsekwencją niedokładnego wyrównania podczas instalacji na początku. Wada ta jest eliminowana przez obracanie się wraz z usunięciem wytłaczanego zadzioru w strefie kontaktu.


Głębszy rowek metalu wskazuje, że w strefie spawania dwóch prętów nie są widoczne żadne cechy. Wygląda na to, że nie jest to miejsce styku dwóch prętów, ale korpus jednego z nich.

Przeprowadzamy następującą kontrolę jakości zgrzewania tarciowego. Zaciskamy pręty połączone w ten sposób w imadle i używamy tarczy szlifierskiej w strefie kontaktu do wykonania „półki”, i ponownie jesteśmy przekonani o jednorodności metalu, co również wskazuje na jakość spawania.

Połączenie śrubowe

Spawanie tarciowe może być stosowane do łączenia śrub produkcji seryjnej z głowicami. Proces ten nie różni się od procesu z prętami: jedna śruba jest zaciśnięta w uchwycie maszyny, druga - główka.

Korzystając z tego drugiego, śruby zostają zetknięte przez głowice i maszyna się uruchamia. Konieczne jest również zwiększenie siły zaciskającej i wykorzystanie momentu spawania, aby na czas wyłączyć napęd.

Spawanie tarciowe może łączyć materiały, które inne rodzaje są trudne do spawania lub w ogóle nie spawają: stal i aluminium, stale austenityczne i perlityczne. Za jego pomocą można również łatwo połączyć plastikowe półfabrykaty.
Obliczenia i praktyka stosowania związku ciernego pokazują, że ta metoda jest bardziej odpowiednia dla przedmiotów obrabianych, których średnica mieści się w zakresie 6-100 mm. Pręty spawalnicze o średnicy większej niż 200 mm są ekonomicznie nieopłacalne, ponieważ proces wymaga dużej mocy (0,5 tys. KW) i siły osiowej (3 × 106 N). W ten sposób nie będzie można łączyć prętów o średnicy mniejszej niż 3,5 mm ze względu na potrzebę zapewnienia wysokich obrotów (200 obr / min) i trudności w określeniu momentu wyłączenia napędu.
Share
Pin
Tweet
Send
Share
Send